Laser welding cell for large parts with seal tracking for high accuracy
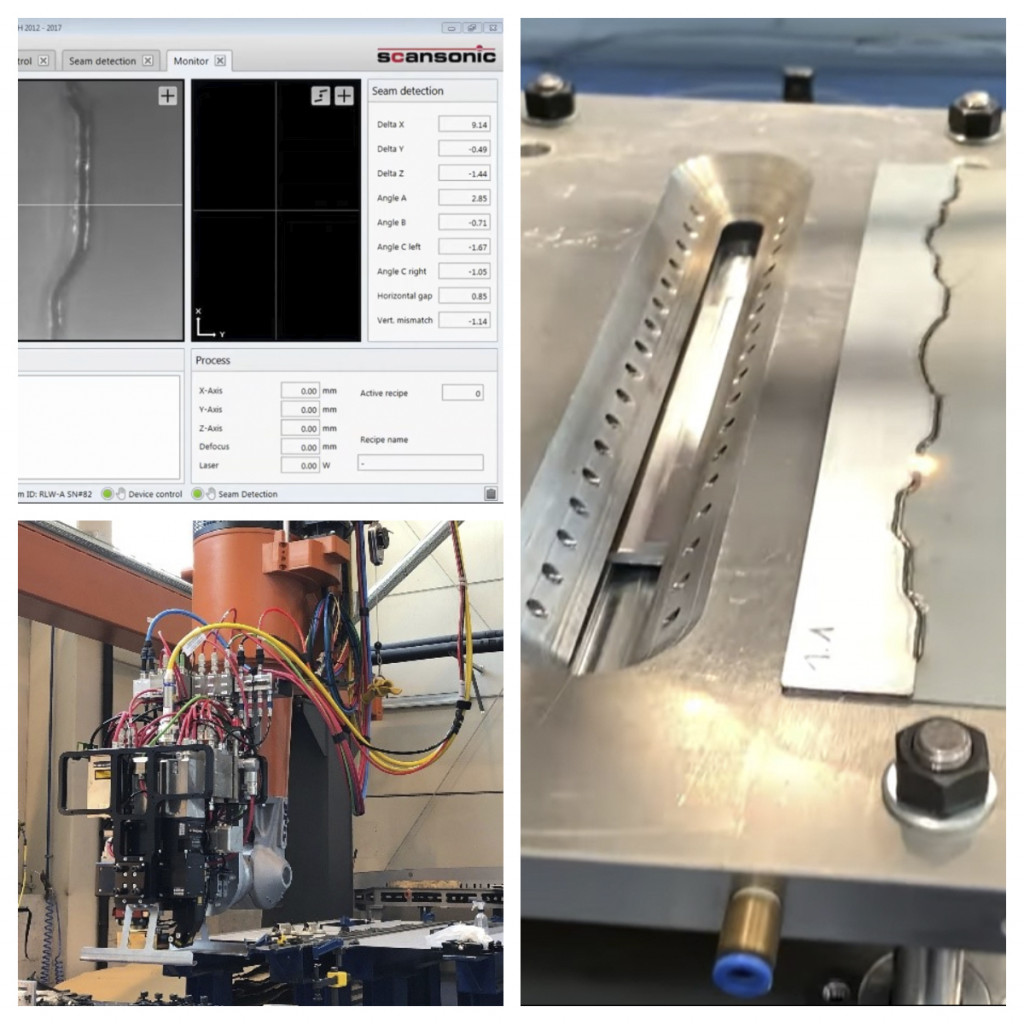
Laser cell consisting of a Kuka Reis Gantry system with a 7 m long by 4 m wide path; SCANSONIC RLW-A scanning head with joint tracking and the possibility of using two types of lasers: TRUMPF 5 kW disc laser and COHERENT fibre laser with 6 kW ARM technology.
Possibility of joint tracking at high welding speeds as path is corrected by the scanner's mirrors system instead of correcting with the robotic system mechanics, as in conventional joint tracking systems. This allows for immediate path correction and avoids any problems related to robot inertia.


Target/Challenge
Quality welding is achieved with lower part preparation demands, since the use of the wobbling technique integrated in the scanner together with joint tracking allows covering any potential gaps (up to 0.3 mm in some cases without filling), as well as the possibility of avoiding deposition in overlapping joints.
Result
Production times are extended as the speed of the laser welding process is increased in overlap and butt joints in large parts for the aeronautical, railway and automotive sectors.
Sectors
 Aeronautics-Aerospace
Aeronautics-Aerospace
 Energy storage
Energy storage
 Boiler making and metal processing
Boiler making and metal processing
 Railway
Railway
 Hydrogen
Hydrogen